
常用PMC应用案例
【制作信号上升沿】
• 利用PMC的顺序扫描特性制作信号上升沿

以上程序为取X1.0上升沿的示例,当X1.0由0变为1时,R0.0出现一个上升沿信号
【按键常用编写格式】
• 按键实现PMC如下所示:
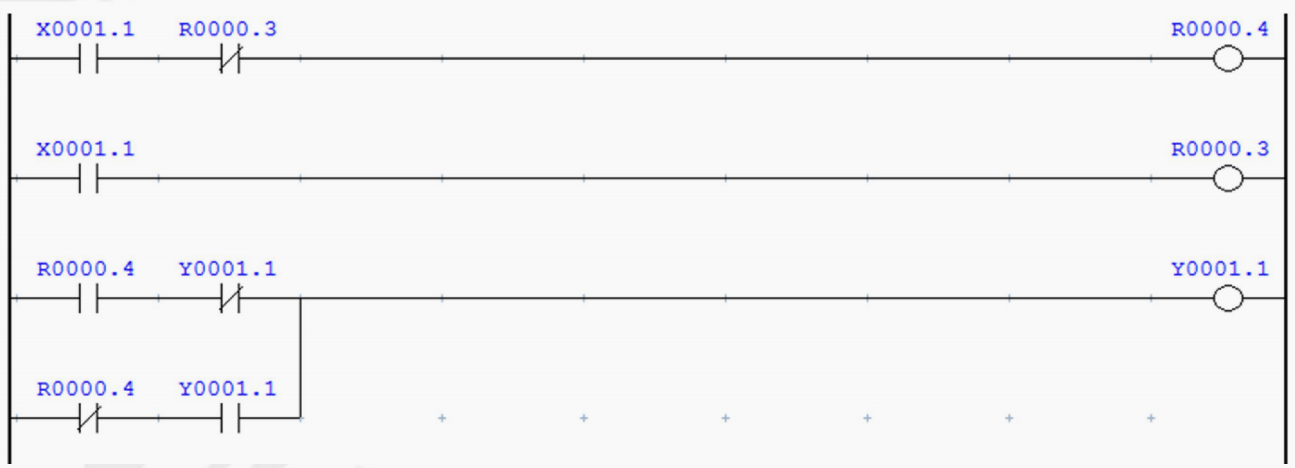
以上程序按一下X1.1按键,Y1.1为1,再按一次X1.1,Y1.1为0
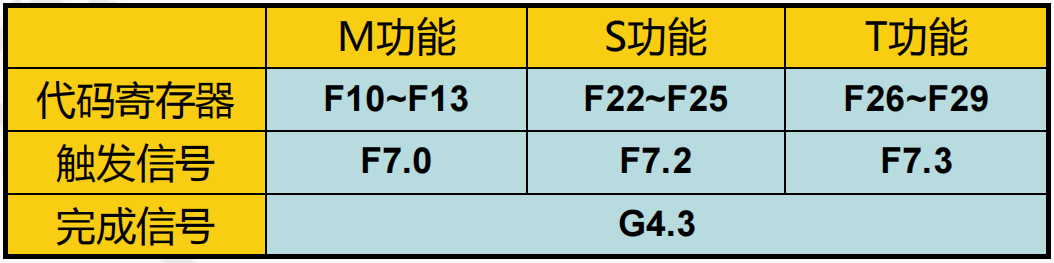
【M功能】
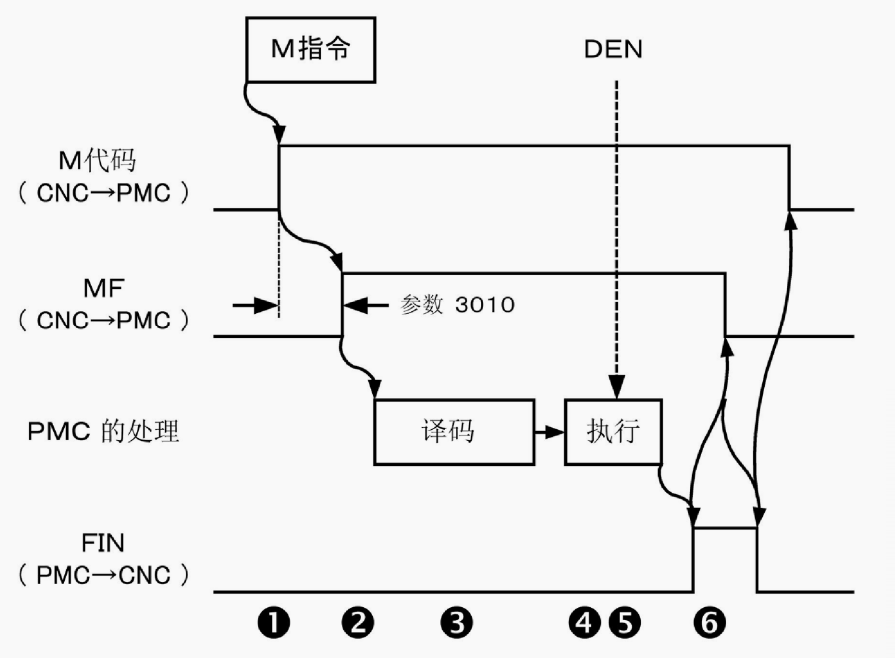
• M功能做为机床辅助功能的一种,进行机床外围器械的逻辑控制。如控制主轴的正转/反转,冷却系统的接通/关断。实现过程如图示中的①~⑥
展开全文
M功能-M代码
① 用加工程序指令M功能时,M代码用4字节(32位)的二进制数输出
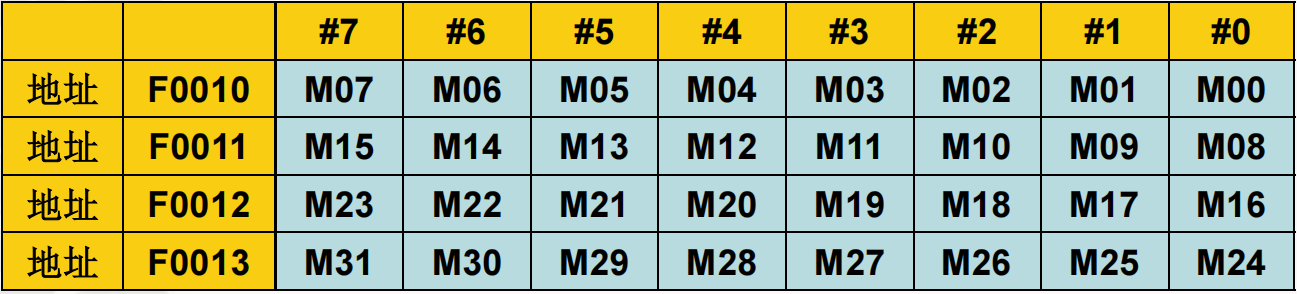
指令主轴正转(M03)时,上述4字节数据为:
F0010=0 0 0 0 0 0 1 1 F0011=0 0 0 0 0 0 0 0
F0012=0 0 0 0 0 0 0 0 F0013=0 0 0 0 0 0 0 0
M功能-M代码读取
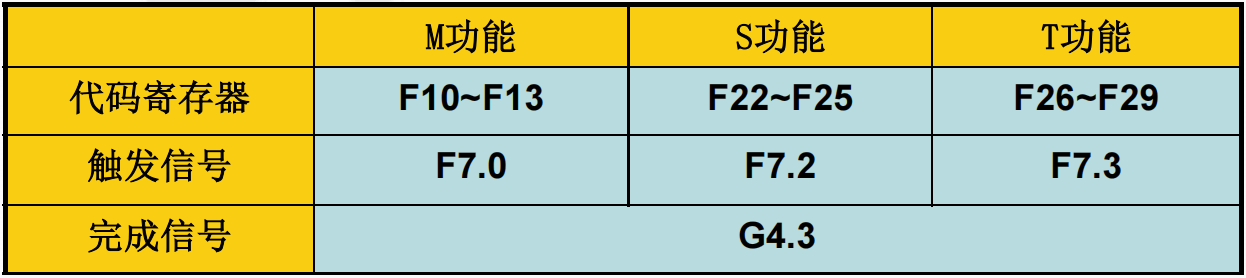
②在M代码输出后,延迟由参数3010所设定的时间,输出M代码读取指令MF信号。MF信号,表示输出的M代码信号已确定
PMC时设定为0,而使用外部PLC时,考虑CNC一侧驱动回路和另一侧接收回路时间上的差异而确定设定值。

指令超过设定位数的M代码时,发生003号报警。
M功能-M代码译码
③用PMC进行M代码译码。使用DECB指令,一次可以连续译8个连续的M代码
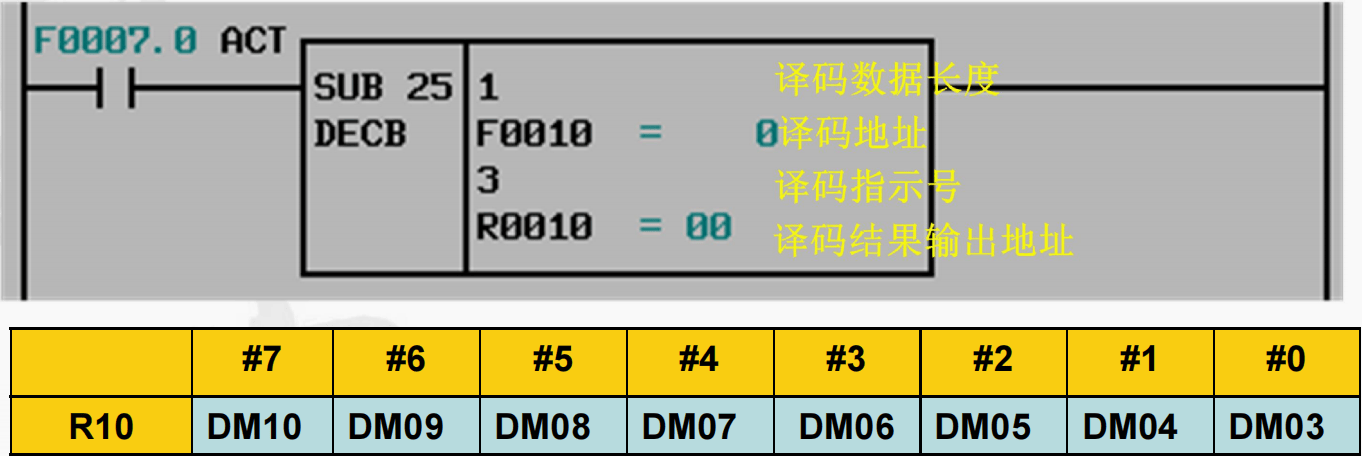
例子中,M03开始每8个为一组,共12组进行译码。
指令主轴正转M03时,R10.0为1.PMC利用该信号执行M功能。
M功能-M代码执行
④一旦执行主轴正转指令M03,主轴正转信号SFR变为1。
M功能结束后M代码变为0,M代码编码后的DM03信号也变为0。鉴于此,要使用SFR信号做成保持回路。主轴反转指令M04或主轴停止指令M05实行时,主轴正转信号SFRA变为0.

⑤如果希望在相同程序段中指令的移动指令、暂停等的完成后执行对应的动作,请等待分配完成信号DEN为1。
此信号通知向PMC侧发送的辅助功能、主轴功能、刀具功能、第二辅助功能等以外的同一程序段内的其它指令全都已经完成,处在等待来自PMC侧的完成信号状态的事实。

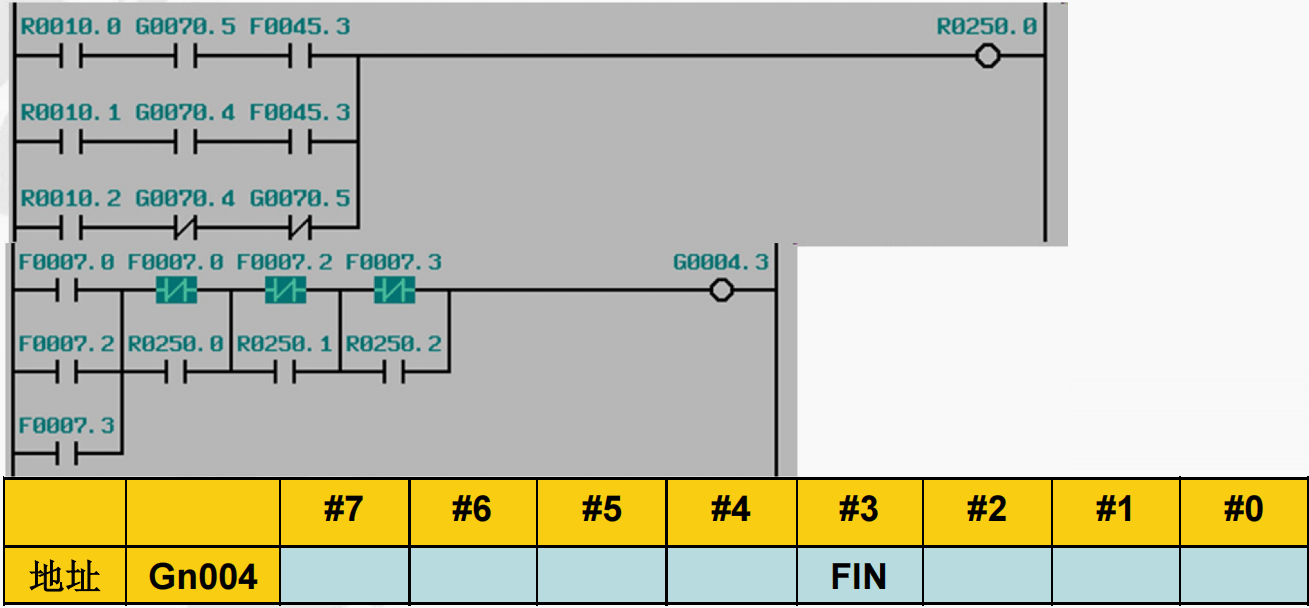
M功能-代码结束
⑥M功能执行结束后,把辅助功能结束信号(FIN)送至CNC。
辅助功能结束信号(FIN),对于M、S、T功能是共用信号。
在同一程序段上M、S、T同时指令时,所有功能结束后‘把辅助功能结束
信号号(FIN)置1。上面的示例中,FIN信号的程序段在第二级程序段中编写。
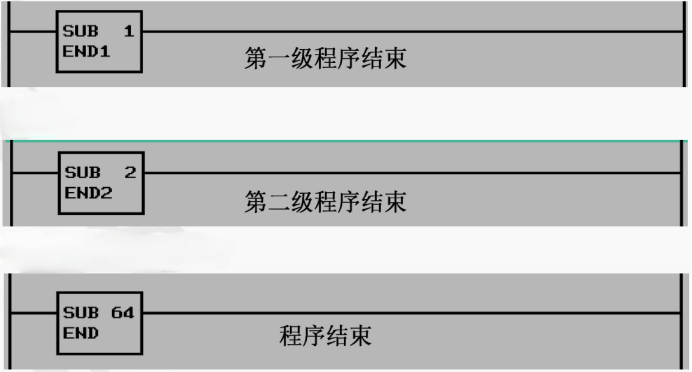
结束指令
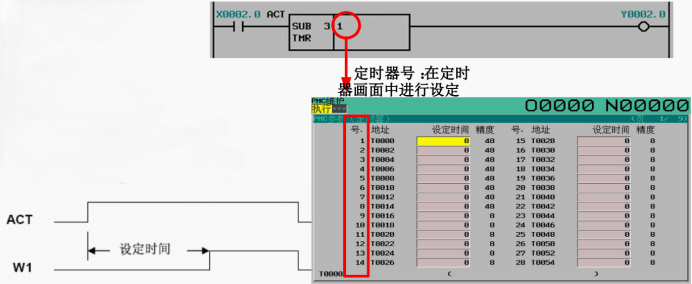
延时定时器(上升沿触发)
TMRSUB3延时定时器(上升沿触发)延时时间取决于定时器设定画面设定时间和精度设定
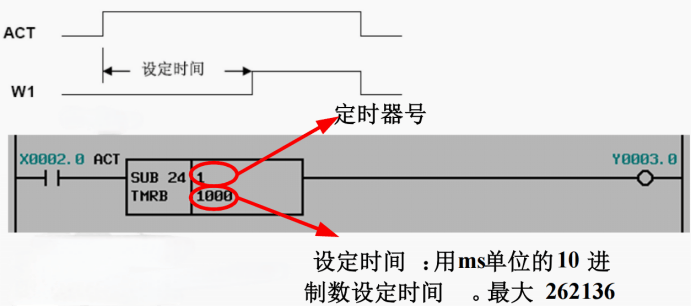
固定延时定时器(上升沿触发)
TMRBSUB24固定延时定时器(上升沿触发)定时器设定时间是固定的延时时间,在功能指令的参数中指定时间。
BCD一致性判断
COINSUB16BCD一致性判断. 2位或4位BCD数据的数值比较 。

BYT =0: 输入和比较数据均为BCD两位数据。
=1: 输入和比较数据均为BCD四位数据。
ACT =1: 执行指令
输入数据格式指定=0: 输入数据用常数来指定。
=1: 输入数据用地址来指定。
输入数据: 比较用的基准数据,格式取决于上述的指定。
比较数据地址: 指定用于存放比较数据的地址
【输出】=0: 输入数据≠比较数据
=1: 输入数据=比较数据
二进制常数赋值
NUMEB SUB40 二进制常数赋值

数据长度 : 指令二进制数据长度(1,2,4字节)
常数 : 用十进制指定常数
常数输出地址 : 定义二进制常数赋值输出的首地址R100(12)=00001100
BCD常数赋值
• NUMESUB23BCD常数赋值.两位或4位BCD常数赋值。

BYT =0: BCD两位数据
=1: BCD四位数据
ACT =1: 执行命令
R100(12)=00010010
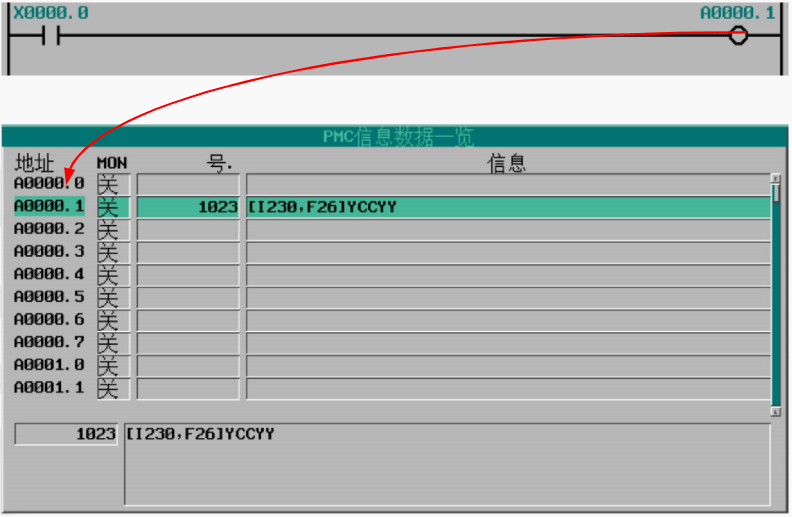
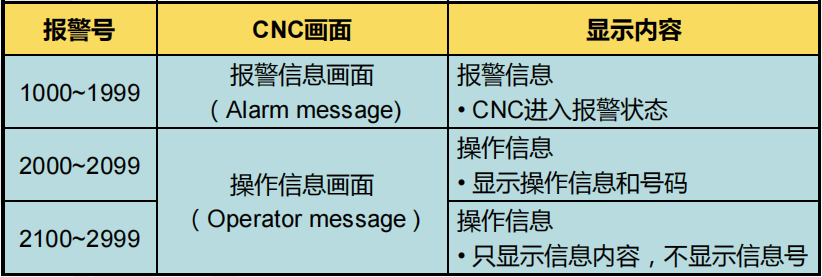
报警信息显示
• DISPBSUB41信息显示

• 在CNC画面显示在PMC信息画面登录的文字信息。
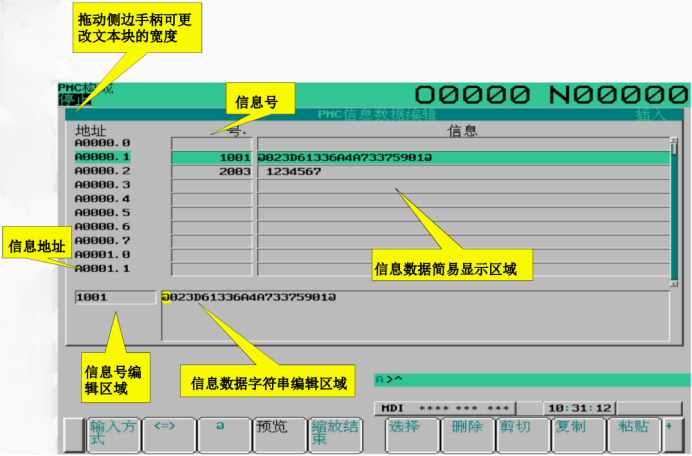
信息数据的显示和编辑(【信息】画面)
• 在信息数据显示画面,能通过功能指令DISPB确认输出NC画面的外部信息数据的内容。
• 关于汉字等特殊字符串输入形式的详情,参考实习指导教材与附录部分.
信息画面
(以上图文,贵在分享。如存在文章/图片/音视频等资源使用不当的情况,请及时联系删除。)
END








评论